
3D Print Warping: PLA, PETG, ABS – 4 Easy Fixes
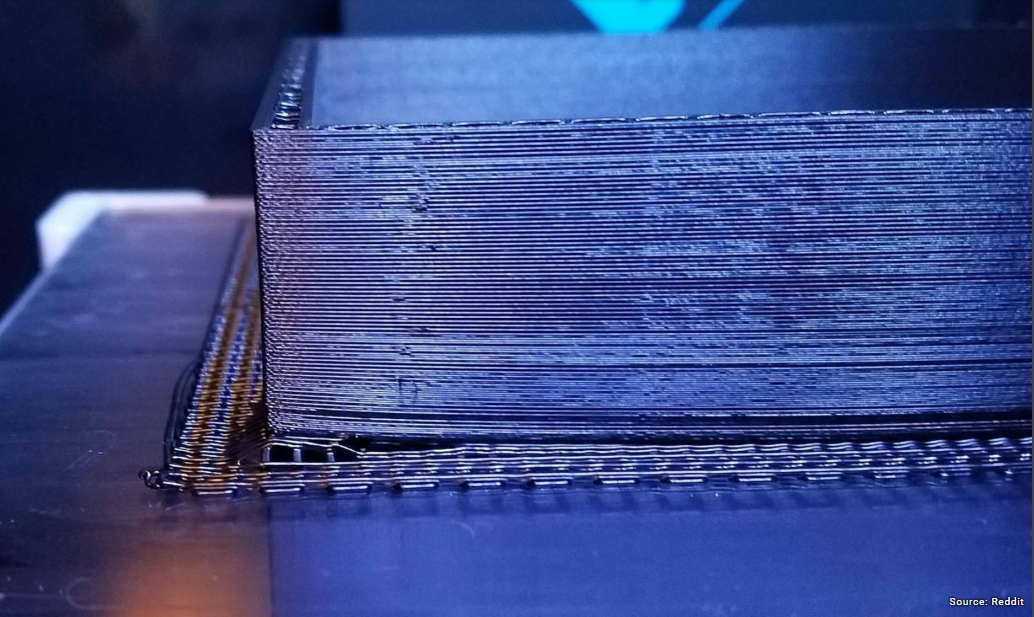
Unfortunately, warping can happen to the best of us during the fused deposition modeling (FDM) 3D printing process. Whenever some part of your 3D print starts to curl upwards, you’ve got a case of warping on your hands.
The problem occurs when the extruded filament cools too quickly and shrinks. This, in turns, pulls on the previous layer, creating tension. The previous layer then pulls on the layer below it, and this continues until the first layer. If the bed adhesion is insufficient, the first layer lifts off the bed, causing warping. As such, this problem happens more significantly with higher temperature and higher shrinkage polymers that are printed in too cold chamber temperatures. Even if warping isn’t observed, it also causes tension and internal stresses within the part (and among the layers), resulting in lower tensile strength and impact resistance.
Luckily, there are several ways you can keep your prints warp-free. Let’s take a look at some possible solutions!
Why Does It Occur?
Filaments used in FDM 3D printing are usually thermoplastics, materials that can melt (turning to liquid), cool (turning to solid), and still keep their properties. In 3D printing, we heat the filament beyond its melting point and extrude it onto the build plate.
Thermoplastics expand while heating and shrink when they cool down and return to a solid. This transformation creates movement in extruded plastics, which is the root of 3D print warping: hotter layers pulling on cooler layers as they cool down and contract. When the earlier layers of a printed object are cooling, and therefore shrinking, faster than the new melted layers can keep up with, the object will be forced to let go of its grip on the build surface and curl away.
To make matters worse, the problem can (literally) pop up after a good portion of the print job is already finished, ruining an otherwise perfect print!
If we could keep the entire 3D printed model at the exact same temperature at all times, not even a tiny corner of the model would try to warp. However, this is pretty much impossible. We can try our best to keep the 3D printed model’s temperature as even as possible and to convince the model to hold on to the build surface like its life depends on it!
Below, we’ve covered four methods to help combat warping and save your prints.
Rare Case: Print Bed Warping
Some hobbyists have reported the print bed warping along with the print. This problem primarily occurs with larger prints (with broad first layers) on spring steel surfaces. The large print accumulates higher warping forces, and the bed adhesion is stronger than the magnetic attraction of the build plate (due to the large first layer area). As such, the flexible build plate – while sticking well to the print – warps up from the magnet. If you experience this problem, you will need a higher chamber temperature to mitigate shrinkage and internal stresses.
Regulate the Temperature
Temperature, not just of the filament but also of the bed and the surrounding air, is perhaps the most important factor in preventing warping by allowing for gradual cooling and shrinkage. Here are some tips on maintaining optimal temperature conditions:
-
Use a heated bed: A heated build plate helps with bed adhesion and keeps the first (or first few) layers in a semi-solid state. Usually, the filament manufacturer recommends ideal bed temperatures for each filament. If you’re experiencing warping, try increasing the temperature of your heated bed to allow for better bonding of the first layer – but if you exceed the manufacturer or material’s typical recommendations by over 15 °C, then this probably isn’t your problem.
-
Use a hot enclosed print chamber: A hot chamber helps maintain a high, constant ambient temperature throughout the printing process, resulting in less sudden cooling and shrinkage, reducing internal stresses and warping. This is especially important for more technical filaments, as it will also improve the prints’ mechanical properties. If your printer doesn’t have an enclosure, check out how to build your own.
-
For materials such as PLA or PETG (which is typically printed without an enclosure), be sure to keep your chamber temperatures relatively low to prevent heat creep in the nozzle (which can lead to clogging, especially if you print slowly). For PLA, generally don’t exceed chamber temperatures of 35 °C; for PETG, don’t exceed 45 °C.
-
If you don’t want an enclosed setup, control the room temperature by keeping windows and doors closed to avoid cold air from affecting the 3D print.
-
-
Adjust the cooling: This can be tricky, as you still need to cool the filament for better bridging, less stringing, and to ensure the melted plastic retains an accurate geometry. Turning off or lowering the speed of the cooling fans directed at the 3D print for the first few layers can prevent excessive shrinkage that leads to warping and may help to keep your model adhered on the build plate.
Use Adhesives
Improving the adhesion of your bottom layer on the print bed can often be enough to prevent the corners from lifting. This solution usually involves coating the bed in a layer of something sticky before starting the print.
With any adhesive, it’s best to do a test print of a small part to make sure it’s not working too well. You don’t want it to be so stuck that you damage the part (or even your bed) when you remove it!
-
Use hair spray: This helps establish a good grip for most filament types. You can also use a specially-formulated 3D printing bed spray like 3DLac.
-
Use a PVA glue stick: A plain old glue stick is another popular option. There are also specific bed adhesion products, like Magigoo. This glue should help PLA and other filament stick to the build plate. Whatever you choose, you should only need a thin, even layer on your build plate.
Change Your Slicer Settings
Some slicer settings can assist in preventing warping and holding the print in place on the bed:
-
Print more slowly: You would be surprised how often slower print speeds can help solve the most stubborn printing problems, like warping and curling. This is especially the case for the first layer, which should be printed much slower than subsequent ones, to allow good bonding to the build plate.
-
Create a brim or skirt in your slicer: A skirt is a perimeter offset from the edge of the part, while a brim is one or a few extra layers of outlines attached to the edge of the base. This gives your model a wider base, enhancing the grip on the build surface.
-
Add a raft: A raft is a structure that makes the base of your 3D printed model larger, similar to a brim. However, it also continues underneath the entire base of the part. This creates a better grip on the build surface but should be easier to pry off the model.
-
Add mouse ears: Also known as brim ears, mouse ears are small discs, a couple of layers high, that you print under your model to enhance bed adhesion on corners. Place the discs on the build plate in your slicer so that they barely touch each corner of the model. It will be a piece of cake to remove them from your model when your print job is done. You can either download some ready-made mouse ears from tugeagon on Thingiverse or use CAD software to draw your own, or you can work with slicers – like Orca Slicer – that already include the feature. For programs like PrusaSlicer, you could add single layer cylinder modifiers to the corner of your part to act as mouse ears.
Keep Your Bed Clean
Last, but definitely not least, the problem might lie with something very simple: Little bits of grease or dust on your build plate can lead to poorer bed adhesion, and as a result, warping. These foreign materials can come from your hands touching the build plate, perhaps after removing the previous print! Or, if you’ve used glue or other adhesives, even tape, there may be unwanted residue that presents a challenge for the next print.
Before each print, it’s best to wash your bed thoroughly with soap and water to make sure it’s clean for strong adhesion on the first layer – and make sure not to touch the printing surface after. If this is too inconvenient, wiping it with some isopropyl alcohol (IPA) is also quite effective for quick in-betweens, although you’ll want to watch out depending on the material of the build plate to ensure compatibility and avoid damaging it.
Warping is a common challenge in FDM 3D printing, but with the right temperature control, slicer settings, and bed preparation, it’s often preventable. By taking a few proactive steps, you can greatly improve print adhesion, reduce internal stress, and keep your models flat and flawless.
- Questions and Answers
- Opinion
- Motivational and Inspiring Story
- Technology
- Live and Let live
- Focus
- Geopolitics
- Military-Arms/Equipment
- Security
- Economy
- Beasts of Nations
- Machine Tools-The “Mother Industry”
- Art
- Causes
- Crafts
- Dance
- Drinks
- Film/Movie
- Fitness
- Food
- Games
- Gardening
- Health
- Home
- Literature
- Music
- Networking
- Other
- Party
- Religion
- Shopping
- Sports
- Theater
- Health and Wellness
- News
- Culture